首页 环保服务 工程案例 资讯中心

项目所在地:安徽宿州
安徽科立华化工有限公司属于定点农药生产企业,是由安徽省化工研究院、安徽省科技产业投资有限公司、安徽省科苑(集团)股份有限公司合资组建的股份制企业。目前公司主要产品为恶草酮原、嘧磺隆原以及具有高效、低毒、无公害特点的系列除草、杀虫、杀螨、杀菌剂型产品。
污水处理站规模:800m³/d。在农药行业属于中等规模污水处理站,工艺先进、系统稳定高效。
技术工艺:碱解+预处理氧化+ 生化+芬顿氧化 +深度氧化
工艺重要特点
1. “蓝必清”高效耐盐复合生物技术
蓝必清(LBQ)高效复合微生物包括100多种微生物,包括三类功能的微生物菌群。与传统的活性污泥或者厌氧污泥相比,具有如下优势:
(1)菌种种类齐全,数量充足,使得极为复杂难处理的各类有机物的分解得以顺利完成。
(2)菌种种类多,能适应有毒环境,又可分工合作,发挥全力,完成艰巨任务。
(3)高效复合菌分解能力强,故能消除臭味,减少固定产物量,使污泥产量大幅降低,减少后续处理费用。
(4)脱色能力较物化法配套的传统生物处理工艺更强,同时打破甚多传统生化处理观念。
(5)同时具有消除COD、BOD、氨氮、硫化物等能力。
(6)在高氯离子、高硫酸盐及高氨氮环境下还能正常工作。
(7)反应器对温度的 要求更低,只需要25°C以上即可,同时温度变化对其影响不明显。
蓝必清高效复合菌群在抗毒性和难降解有机废水方面还有以下优势:
(1)高分解力菌种构成完成的化合物分解链
菌群分解有机物的效率比一般纯菌种更有效,一个有机物被蓝必清复合菌微生物菌种利用和分解,直至分解为无害的最终产物。利用纯菌种来分解有害物,会停在某一个中间阶段,如果没有其它菌继续分解残余的中间产物,废水的处理是无法进行到底的。如果用普通的活性污泥,则需要很长的时间去逐步驯化和转变微生物菌群。
(2)各种干扰因素的消除
a.蓝必清复合菌微生物有较强脱硫能力,脱硫效率可达60%以上,在40000mg/L SO42-存在下,厌氧系统仍能有效进行甲烷化的过程。蓝必清高效菌能够耐受高硫化物毒性主要是基于其种类丰富的产酸兼氧菌。
b.由于微生物来源的改变,生物工程技术的进步,蓝必清复合菌微生物菌群能在Cl-40000mg/L浓度的条件下有效地进行有机物的分解和氨氮的去除。
c.耐受高浓度NH3-N达5000mg/L,同时在厌氧情况下对氨氮也有部分去除效果。
(3)蓝必清复合菌微生物技术提高了抑制物浓度界限。
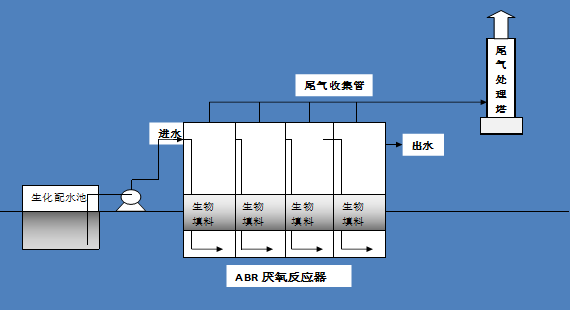
2.LBQ-ABR厌氧技术
LBQ-ABR是我公司将微生物筛选技术与厌氧反应器工程技术结合起来的一项新型厌氧技术,LBQ-ABR厌氧反应器是针对高浓度含盐有机化工废水处理研制的高效生物反应器装置,反应器内添加了高效复合微生物和扩孔改性的颗粒活性炭及火山岩。通过优化菌种和载体及传质方式,使该反应器可以适用低温、高硫酸盐和高毒性等多种恶劣环境,能够在较高的容积负荷情况下取得满意的去除效率。其采用的折流板厌氧( Amacrobic Baffed Reactor)是一种新型的厌氧污泥层生物处理工艺,可以处理各种适用厌氧反应器处理的废水。
该反应器的设计具有很高的处理稳定性和容积利用率,不会发生堵塞和污泥床膨胀而引起污泥(微生物)流失。可以省去常规厌氧中固液分离所需的三相分离器。该反应器能够保持很高的生物量,同时能够承受很高的容积负荷。由于是一个多级串联的厌氧反应装置,ABR反应器在耐受高毒性物质及硫酸盐等方面较传统的UASB 反应器有更高的稳定性,其能够将不同的微生物分布于不同的前后几个端,更好的复合厌氧的生化反应的过程。
LBQ-ABR处理各种高浓度、高盐度有机工业废水,有以下几个主要特点:
(1)添加高效复合微生物,强化了生物处理效率,使反应器能够克服普通厌氧无法应对高硫酸盐、高氨氮、高有机物毒性等敏感因素,扩大厌氧反应器的适用范围。
(2)反应器的启动和运行稳定性较普通厌氧具更多优势,克服传统厌氧反应器的启动时间长,稳定性差等缺点。
(3)ABR厌氧反应器形式,采用多级串联,每一级下部为固定型的生物载体层,水流从填料层下部进入穿过生物填料滤层,既能起到生物降解的作用,又能起到截留过滤悬浮物的作用,多级串联使得每一级为后续进水创造更加好的条件,使得每一级出水水质更加清澈,从整个结构设计上杜绝了传统厌氧常会出现的漂泥现象。同时反应器不需要三相分离器和沉淀装置,降低设备投资。
(4)采用多级串联,每一级为单独独立的厌氧反应器,每一级之间都有强制循环系统,通过不定期的内循环来避免厌氧反应器因为长时间运行以及生物膜的增厚带来的堵塞及过水不畅等问题。
(5)每一级之间都有循环系统,使得整个ABR厌氧系统具有较强的抗冲击能力,当厌氧进水受到来水水质波动或人为操作不当等原因冲击时,首先受影响的是第一级厌氧反应器,发生以上事故可以通过循环系统来对第一级厌氧进行修复,避免了传统厌氧反应器的全盘崩溃的现象。
(6)ABR厌氧反应对环境温度具有较强的适应性,一般在常温状态就可以稳定运行,冬季通过对进水加热控制温度在25-35℃ 之间都可以稳定运行,独特的半地下混凝土结构设计,使得整个生物菌载体层位于地下,可以充分利用地热保温,尤其适合在北方地区应用,避免了传统厌氧对温度要求高,冬季不利于厌氧运行的弊病。
(7)在某些情况下,可以单独利用复合菌的产酸水解部分作用,即可达到处理要求,提高出水的可生化性,并且反应器基本不产甲烷,可以不安装甲烷收集及后续处理系统。
3.LBQ-SBR技术
SBR是一种间歇式的活性泥泥系统,其基本特征是在一个反应池内完成污水的生化反应、固液分离、排水、排泥。可通过双池或多池组合运行实现连续进出水。SBR通过对反应池曝气量和溶解氧的控制而实现不同的处理目标,具有很大的灵活性。SBR 池通常每个周期运行4-6小时,当出现雨水高峰流量时,SBR系统就从正常循环自动切换至雨水运行模式,通过调整其循环周期,以适应来水量的变化。
SBR 系统通常能够承受3-5倍旱流量的冲击负荷。
LBQ-SBR技术是在传统SBR技术的基础上结合我公司的LBQ菌种技术形成的LBQ—SBR 技术,在运行方式上与传统SBR技术相同,都是采用间歇式运行方式;不同之处在于传统SBR技术采用活性污泥作为生物处理的载体,
LBQ—SBR 采用生物载体炭为微生物生活的载体,LBQ菌种固载在载体上,利用LBQ菌群中的厌氧菌和好氧菌在同一反应装置内发生厌氧、兼氧、好氧反应,增强了对废水中污染物的去除作用,提高了对废水的处理效果。
载体型粉末活性炭上形成生物膜,实现吸附和生化耦合。一般来说,水中的污染物通过吸附或生化降解都可以有效去除。在一个工艺单元中将吸附和生化耦合一般可实现协同强化作用,其取出来要高于单独吸附或单独生化。对于一些慢速降解甚至常规条件下难以生化降解的污染物,将吸附和生化耦合也是实现其生化降解的一条有效途径。吸附和生化耦合技术也有助于微量污染物的去除。
利用载体型活性炭丰富的孔系以及巨大的比表面积,固载生化好氧池中的微生物(复合菌群),使整个好氧生化系统生物载有量远超常规好氧生化填料的附载能力。在通过固定床生物绳的作用下固载流化床填料,从而可以大大提高整个好氧系统的处理能力。
生物活性炭的存在具有以下优势:
提高难降解有机物的停留时间,生物活性炭巨大的比表面积,可以将污水中的难降解有机物吸附,从而增加有机物在生化单元的停留时间,使现有停留时间2~3d增加至10~50d,污染物在活性炭表面的停留时间的延长了固着和悬浮微生物对这些有机物的适应时间,从而促进了难降解有机物的有效降解。
从微生物代谢角度来看,污水中的大部分有机物浓度都是很低的,生物活性炭的加入使污染物通过吸附,富集在活性炭上,同时活性炭在表面浓缩氧气和营养物质等其他物质,这种浓缩也进一步强化了生物降解作用。
生物活性炭为微生物的附着和生长提供了巨大的比表面积,且活性炭表面的官能团也可以强化微生物的附着生长,也同时为微生物避免水里剪切力提供了场所,丰富的基质、营养物质、氧气等都有助于微生物的生长,并形成生物膜。
活性炭作为污染物分子的停驻点,当活性炭表面与污染物之间的浓度梯度反转使,活性炭微孔中吸附的污染物从活性炭微孔内脱附,被活性炭表面生长的生物膜和微生物所降解,另外微生物分泌到活性炭表面的生物酶也可以使吸附的有机物在细胞外降解,使活性炭得到生物再生。
与低污泥龄条件下的运行的活性污泥系统不同,生物活性炭强化技术中,由于活性炭对污染物的吸附作用,增加了难降解有机物的水力停留时间,与微生物亲密接触的活性炭对难降解有机物的吸附,使附着的微生物对这些化合物产生适应性,从而使微生物性质改变致使难降解有机物被用作基质而降解。
提高生化单元的耐冲击负荷,生物活性炭的吸附作用使废水中污染物浓度降低,相当于对废水进行了稀释,偶然的进水浓度的增加不会影响生化单元的处理效果。
在改进填料结构的同时,对好氧生物菌也进行升级换代,采用目前根据化工行业废水高浓度、高毒性、高盐分、种类多波动大等一系列特点,开发出具有能承受高负荷、耐冲击、高耐盐、抗毒性能力强,适应性强的具有针对性的优势生物菌群--LBQ好氧生物菌。通过不同种类优势菌群的联合作用来达到对化工废水的彻底降解。在好氧池中投加蓝必清高效复合好氧菌和载体,(
LBQ- 好氧:40-100目)。二者结合使活性炭的吸附作用及蓝必清复合菌的降解作用进行有机结合,有效去除废水中的有机物,降低了废水中的污染物的含量,达到净化废水的目的。



LBQ-SBR工艺具有以下特点:
(1)SBR工艺流程简单、管理方便、造价低。SBR工艺只有一个反应器,不需要二沉池,不需要污泥回流设备,一般情况下也不需要调节池,因此要比传统活性污泥工艺节省基建投资 30%以上,而且布置紧凑,节省用地。由于科技进步,目前自动控制已相当成熟、配套。这就使得运行管理变得十分方便、灵活,很适合小城市采用。
(2)处理效果好。SBR工艺反应过程是不连续的,是典型的非稳态过程,但在曝气阶段其底物和微生物浓度变化是连续的( 尽管是处于完全混合状态中),随时间的延续而逐渐降低。反应器内活性污泥处于一种交替的吸附、吸收及生物降解和活化的变化过程之中,因此处理效果好。
(3)有很好的除磷脱氮效果。SBR工艺可以很容易地交替实现好氧、缺氧、厌氧的环境,并可以通过改变曝气量、反应时间等方面来创造条件提高除磷脱氮效率。
(4)污泥沉降性能好。SBR工艺具有的特殊运行环境抑制了污泥中丝状菌的生长,减少了污泥膨胀的可能。同时由于SBR 工艺的沉淀阶段是在静止的状态下进行的,因此沉淀效果更好。
(5)SBR工艺独特的运行工况决定了它能很好的适应进水水量、水质波动。
本文标签: 农药废水处理 epc总承包 蓝必盛

